
ZTU 模组规格书
ZTU 是一款Zigbee 模组。它由一颗高集成度的无线射频处理器芯片Z2和少量外围器件构成,内置了 802.15.4 PHY/MAC Zigbee 网络协议栈和丰富的库函数。ZTU 内嵌低功耗的 32 位 CPU内核,1MByte flash,64KB RAM和丰富的外设资源。
产品概述
ZTU 是基于 FreeRTOS 平台,集成了所有 Zigbee Mac 协议函数库。用户可以基于ZTU开发满足自己需求的 Zigbee 产品。
特性
- 内置低功耗 32 位 CPU处理器
- 主频支持 48 MHz
- 宽工作电压:1.8 V–3.6 V
- 外设:15×GPIOs, 1×UART, 2×ADC
- Zigbee连通性
- 支持 802.15.4 MAC/PHY
- 工作信道 11 - 26@2.400-2.483GHz,空口速率 250Kbps
- 最大+10dBm 的输出功率,输出功率动态 >35dB
- 内置板载 PCB 天线, 预留Ipex头
- 板载PCB天线,天线增益1.08dBi
- 工作温度:-40℃ to 105℃
- 支持硬件加密,支持AES 128
应用领域
- 智能楼宇、园区
- 智慧家居、家电
- 智能插座、智慧灯
- 工业无线控制
- 婴儿监控器
- 智能公交
更新说明
| 更新日期 | 更新内容 | 更新后版本 |
|---|---|---|
| 2020-11-24 | 新建文档 | V1.0.0 |
模组接口
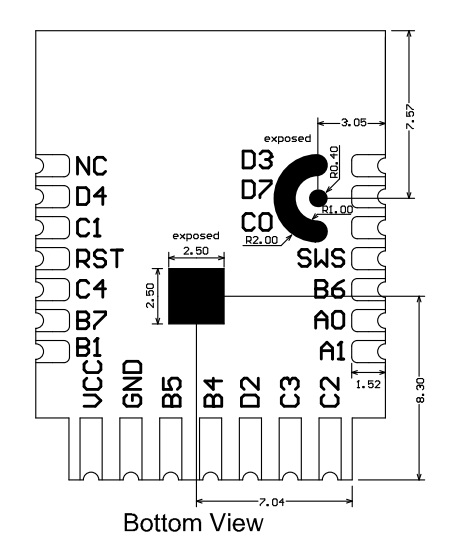
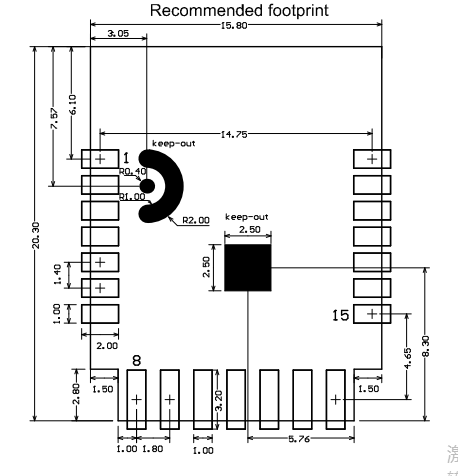
尺寸封装
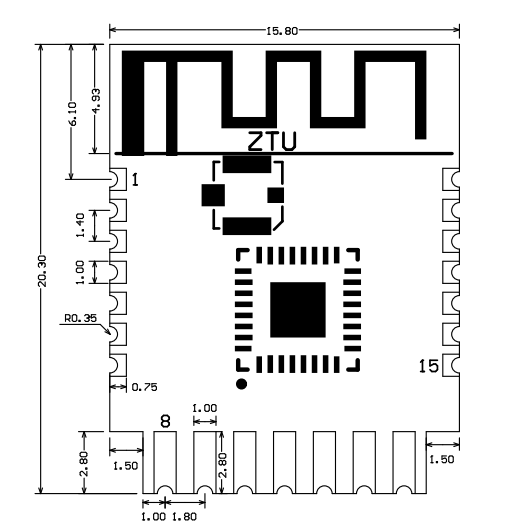
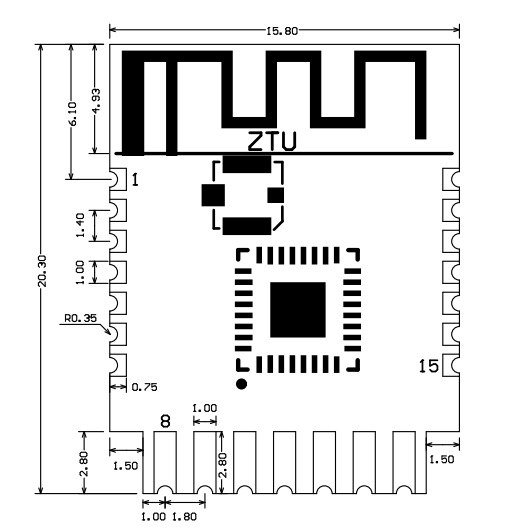
ZTU 共有3排引脚,引脚间距为 1.4±0.1mm。
ZTU 尺寸大小:20.3±0.35mm (W) × 15.8±0.35mm (L) × 3±0.15mm (H)。
ZTU 尺寸如下图所示:
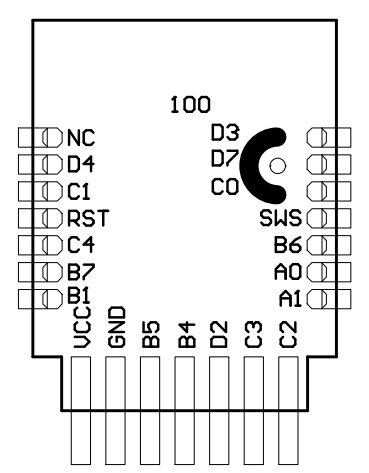
引脚定义
| 引脚序号 | 符号 | I/O类型 | 功能 |
|---|---|---|---|
| 1 | D3 | I/O | 普通IO引脚,对应IC的D3(Pin32) |
| 2 | D7 | I/O | 普通IO引脚,对应IC的D7(Pin2) |
| 3 | C0 | I/O | 普通IO引脚,对应IC的C0(Pin20) |
| 4 | SWS | I/O | 烧录引脚,对应IC的SWS(Pin5) |
| 5 | B6 | I | ADC引脚,对应IC的B6(Pin16) |
| 6 | A0 | I/O | 普通IO引脚,对应IC的A0(Pin3) |
| 7 | A1 | I/O | 普通IO引脚,对应IC的A1(Pin4) |
| 8 | C2 | I/O | 支持硬件PWM,对应IC的C2(Pin22) |
| 9 | C3 | I/O | 支持硬件PWM,对应IC的C3(Pin23) |
| 10 | D2 | I/O | 支持硬件PWM,对应IC的D2(Pin31) |
| 11 | B4 | I/O | 支持硬件PWM,对应IC的B4(Pin14) |
| 12 | B5 | I/O | 支持硬件PWM,对应IC的B5(Pin15) |
| 13 | GND | P | 电源接地引脚 |
| 14 | VCC | P | 电源引脚(3.3V) |
| 15 | B1 | I/O | Uart_TXD,对应IC的B1(Pin6) |
| 16 | B7 | I/O | Uart_RXD,对应IC的B7(Pin17) |
| 17 | C4 | I/O | ADC引脚,对应IC的C4(Pin24) |
| 18 | RST | I/O | 复位引脚,低电平有效 |
| 19 | C1 | I/O | 普通IO引脚,对应IC的C1(Pin21) |
| 20 | D4 | I/O | 普通IO引脚,对应IC的D4(Pin1) |
| 21 | NC | I/O | 空接 |
- P 表示电源引脚,I/O 表示输入输出引脚。
电气参数
绝对电气参数
| 参数 | 描述 | 最小值 | 最大值 | 单位 |
|---|---|---|---|---|
| Ta | 工作温度 | -40 | 105 | ℃ |
| VBAT | 供电电压 | 1.8 | 3.6 | V |
| 静电释放电压(人体模型) | TAMB-25℃ | - | 2 | KV |
| 静电释放电压(机器模型) | TAMB-25℃ | - | 0.5 | KV |
正常工作条件
| 参数 | 描述 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|---|
| Ta | 工作温度 | -40 | - | 105 | ℃ |
| VCC | 工作电压 | 1.8 | 3.3 | 3.6 | V |
| VIL | IO低电平输入 | - | - | IOVDD*0.3 | V |
| VIH | IO高电平输入 | IOVDD*0.7 | - | - | V |
| VOL | IO低电平输出 | - | - | IOVDD*0.2 | V |
| VOH | IO高电平输出 | IOVDD*0.8 | - | - | V |
连续发射和接收时功耗
| 工作状态 | 模式 | 速率 | 发射功率/接收 | 平均值 | 峰值(典型值) | 单位 |
|---|---|---|---|---|---|---|
| 发射 | - | 250Kbps | +0dBm | 4.64 | 4.73 | mA |
| 发射 | - | 250Kbps | +10dBm | 8.9 | 9 | mA |
| 接收 | - | 250Kbps | 连续接收 | 6.9 | 7 | mA |
工作电流
| 工作模式 | 工作状态,Ta=25℃ | 平均值 | 最大值(典型值) | 单位 |
|---|---|---|---|---|
| 快连配网状态 | 模组处于快连配网状态 | 9.5 | 13.5 | mA |
| 网络连接状态 | 模组处于联网工作状态 | 8.9 | 10.5 | mA |
| 深度睡眠模式 | 深度睡眠模式,保留 32KB SRAM | 2.8 | - | uA |
射频参数
基本射频特性
| 参数项 | 详细说明 |
|---|---|
| 工作频率 | 2.405~2.480GHz |
| Zigbee标准 | IEEE 802.15.4 |
| 数据传输速率 | 250Kbps |
| 天线类型 | PCB天线,天线增益1.08dBi,可选择ipex |
发射性能
TX连续发送性能
| 参数项 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|
| 最大输出功率(250Kbps) | - | 10 | - | dBm |
| 最小输出功率(250Kbps) | - | -25 | - | dBm |
| 输出功率调节步进 | - | 0.5 | 1 | dBm |
| 输出频谱临道抑制度 | - | -31 | - | dBc |
| 频率误差 | -10 | - | 10 | ppm |
接收性能
RX灵敏度
| 参数项 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|
| PER<8%,RX灵敏度(250Kbps) | -102 | -101 | -99 | dBm |
天线信息
天线类型
只有 PCB 板载天线接入方式,ZTU-IPEX版本可选择使用IPEX外置接口天线。
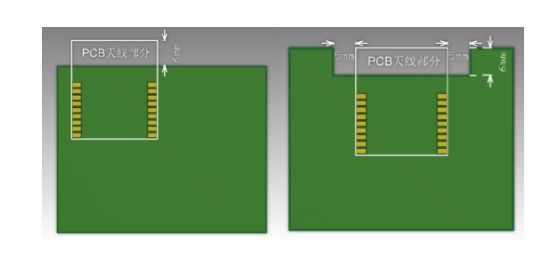
降低天线干扰
在Zigbee模组上使用PCB板载天线时,为确保Zigbee性能的最优化,建议模组天线部分和其他金属件距离至少在15mm以上。
用户PCB板在天线区域勿走线甚至覆铜,以免影响天线性能。
封装信息及生产指导
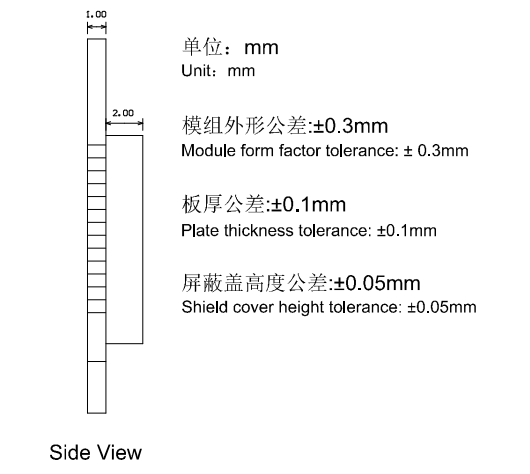
机械尺寸
PCB尺寸大小:20.3±0.35mm (W) × 15.8±0.35mm (L) × 3±0.15mm (H)。
侧视图
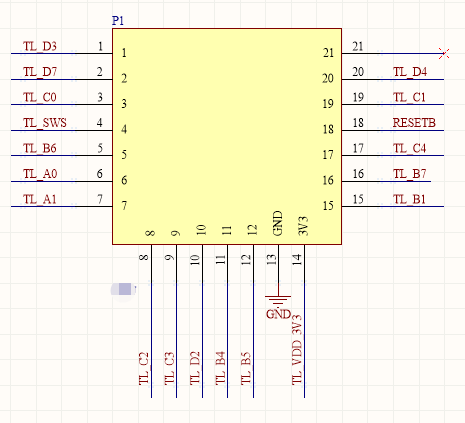
原理图封装
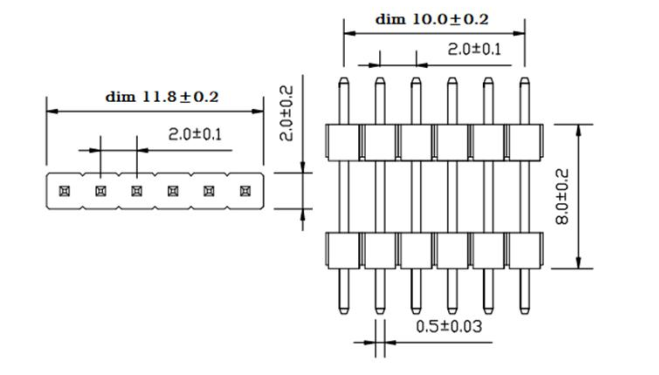
PCB 封装图-插针
ZTU 可选用 SMT 贴片式或排针插件。插件尺寸如下图所示:
PCB 封装图-SMT
生产指南
- 出厂的可贴可插封装模组根据客户底板设计方案选择组装方式,底板设计为贴片封装时使用SMT贴片制程进行生产,如果底板设计为插件封装时使用波峰焊制程进行生产。模组产品拆开包装后建议在24小时内完成焊接,否则需放置在湿度不超过10%RH的干燥柜内,或重新进行真空包装并记录暴露时间,总暴露时间不超过168小时。
- (SMT制程)SMT贴片所需仪器或设备:
- 贴片机
- SPI
- 回流焊
- 炉温测试仪
- AOI
- (波峰焊制程)波峰焊所需的仪器或设备:
- 波峰焊设备
- 波峰焊接治具
- 恒温烙铁
- 锡条、锡丝、助焊剂
- 炉温测试仪
- 烘烤所需仪器或设备:
- 柜式烘烤箱
- 防静电耐高温托盘
- 防静电耐高温手套
- (SMT制程)SMT贴片所需仪器或设备:
- 出厂的模组存储条件如下:
-
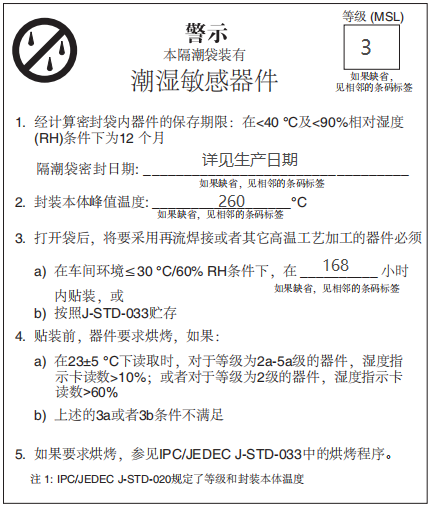
防潮袋必须储存在温度<40℃、湿度<90%RH的环境中。
-
干燥包装的产品,保质期为从包装密封之日起12个月的时间。
-
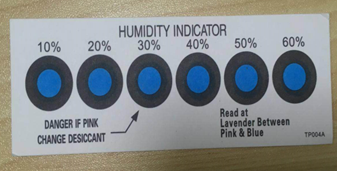
密封包装内装有湿度指示卡:
-
- 出厂的模组当出现可能受潮的情况下需要进行烘烤:
- 拆封前发现真空包装袋破损
- 拆封后发现包装袋内没有湿度指示卡
- 拆封后如果湿度指示卡读取到10%及以上色环变为粉色
- 拆封后总暴露时间超过168小时
- 从首次密封包装之日起超过12个月
- 烘烤参数如下:
- 烘烤温度:卷盘包装60℃,湿度小于等于5%RH;托盘包装125℃,小于等于5%RH(耐高温托盘非吸塑盒拖盘)
- 烘烤时间:卷盘包装48小时;托盘包装12小时
- 报警温度设定:卷盘包装65℃;托盘包装135℃
- 自然条件下冷却到36℃以下后,即可进行生产
- 若烘烤后暴露时间大于168小时没有使用完,请再次进行烘烤
- 如果暴露时间超过168小时未经过烘烤,不建议使用回流焊或波峰焊接工艺焊接此批次模组,因模组为3级湿敏器件超过允许的暴露时间产品可能受潮,进行高温焊接时可能会导致器件失效或焊接不良
- 在整个生产过程中请对模组进行静电放电(ESD)保护。
- 为了确保产品合格率,建议使用SPI和AOI测试设备来监控锡膏印刷和贴装品质。
推荐炉温曲线
请根据制程选择相应的焊接方式,SMT参考回流焊接炉温曲线推荐,波峰焊制程参考波峰焊接炉温曲线推荐。设定炉温与实测炉温有一定差距,本文所示温度均为实测温度。
方式一:SMT制程(SMT回流焊接推荐炉温曲线)
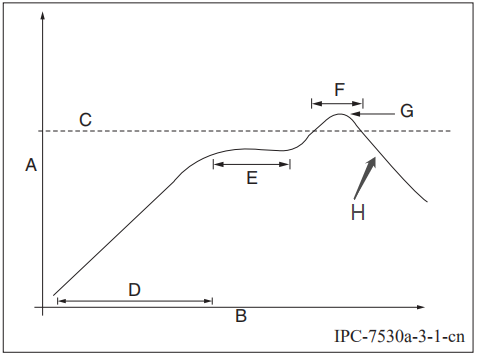
请参考回流焊炉温曲线要求进行炉温设定,回流焊温度曲线如下图所示:
-
A:温度轴
-
B:时间轴
-
C:合金液相线温度区间为 217-220℃
-
D:升温斜率为 1-3℃/S
-
E:恒温时间为 60-120S;恒温温度区间为 150-200℃
-
F:液相线以上时间为 50-70S
-
G:峰值温度为 235-245℃
-
H:降温斜率为 1-4℃/S
注意:以上推荐曲线以SAC305合金焊膏为例;其他合金焊膏请按焊膏规格书推荐炉温曲线设置。
方式二:波峰焊制程(波峰焊接炉温曲线)
请参考波峰焊接炉温建议进行炉温设定,峰值温度260℃±5℃,波峰焊接温度曲线如下图所示:
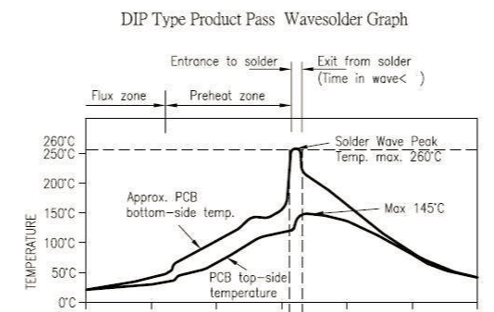
| 波峰焊接炉温曲线建议 | 手工补焊温度建议 | ||
|---|---|---|---|
| 预热温度 | 80-130℃ | 焊接温度 | 360℃±20℃ |
| 预热时间 | 75-100S | 焊接时间 | 小于3S/点 |
| 波峰接触时间 | 3-5S | NA | NA |
| 锡缸温度 | 260±5℃ | NA | NA |
| 升温斜率 | ≤2℃/S | NA | NA |
| 降温斜率 | ≤6℃/S | NA | NA |
储存条件
模组MOQ与包装信息
| 产品型号 | MOQ(pcs) | 出货包装方式 | 每个卷盘存放模组数 | 每箱包装卷盘数 |
|---|---|---|---|---|
| ZTU | 4400 | 载带卷盘 | 1100 | 4 |
该内容对您有帮助吗?
是意见反馈该内容对您有帮助吗?
是意见反馈