插件封装生产应用
本文介绍插装型云模组的生产相关注意事项和建议,减少生产过程中可能出现的问题点,提升生产良率。
适用范围
适用于涂鸦所有插装型模组的客户端生产。
参考文件
-
云模组规格书
-
J-STD-033 潮湿、再流焊和工艺敏感器件的操作、包装、运输及使用
-
IPC-7530 群焊工艺温度曲线指南(再流焊和波峰焊)
底板设计建议
-
模组丝印外框尺寸准确,插装模组两端或一端会与底板成 90 度垂直接触,此区域不能放置任何其他元件。
-
模组插入位置建议设计在 TOP 面,BOT 面贴片元件高度建议不超过 8 毫米,否则波峰焊接会比较困难,只能手工焊接。
-
插装模组焊接区域周围 3 毫米内建议不放置其他元件,模组焊接区域离板边距离建议大于 3 毫米,以便于波峰焊治具开窗或者不干涉手工焊接。
-
不建议 PCB 设计为阴阳板,阴阳板不适合整板波峰焊。
-
底板工艺边建议大于 5 毫米,Mark 点是直径为 1 毫米的实心圆,Mark 点中心离板边 4 毫米(当 Mark 点所在的工艺边做为传送边时,如果 Mark 中心距离板边小于 3.5 毫米,会导致机器轨道夹边将 Mark 点一部分遮挡,机器将无法识别 Mark 点)。
模组上线前确认
检查湿度指示卡
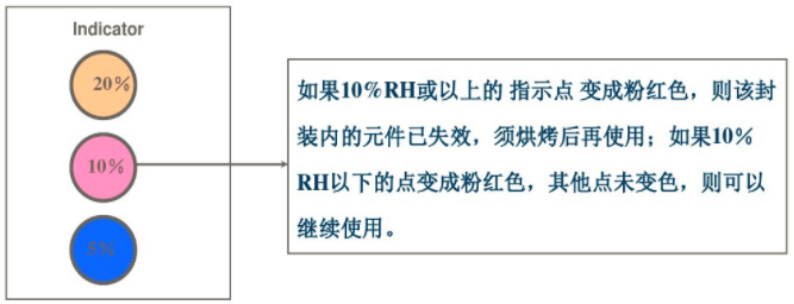
上线使用时,拆开真空包装袋后,检查湿度指示卡。当 10%RH 及以上指示点变成粉红色,说明元件有可能受潮,如下图所示。此时,必须烘烤后才能使用。
模组暴露时间
模组属于 MSL3 级湿敏元件,真空包装拆开后最长暴露时间为 168 小时,暴露时间超过 168 小时需要进行烘烤。拆开包装后,需在包装袋上粘贴管控标签,记录拆封时间。如果拆封后暂停生产 24 小时以上,建议放置在 10%RH 以下的防潮箱或重新真空包装,并记录包装时间和暴露总时间。
| 湿敏等级 | 车间环境≤30℃/60%RH 最长暴露时间(袋外) |
|---|---|
| MSL1 | 最长暴露时间(袋外)不受限制 |
| MSL2 | 1 年 |
| MSL2a | 4 周 |
| MSL3 | 168 小时 |
| MSL4 | 72 小时 |
| MSL5 | 48 小时 |
| MSL5a | 24 小时 |
| MSL6 | 使用前强制烘烤 |
烘烤条件
- 卷盘包装烘烤条件为 40℃ 温度下烘烤 8 天。
- 耐高温托盘烘烤条件为 125℃ 温度下烘烤 12 小时。优先推荐使用耐高温托盘进行 125℃ 烘烤。
手工插件建议
-
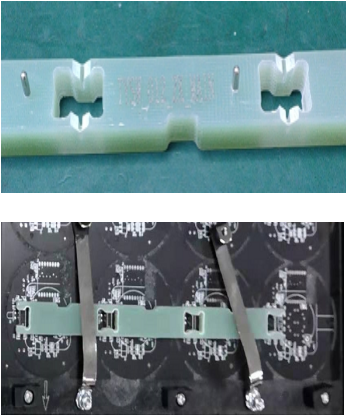
模组来料均为卷盘包装,建议拆开包装后摆放到托盘内进行插件作业,避免模组堆叠导致撞件等不良(双面贴装的模组特别需要注意,例如 LC5 系列模组)。
-
模组为静电敏感产品,接触模组时必须做好静电防护,佩戴静电手环和防静电手套。
-
模组插件时,建议使用波峰焊治具和辅助工装,确保模组插入底板后的垂直度,提高焊接一次性通过率。
波峰焊接建议
-
助焊剂喷涂量适中,保证所有需要焊接的位置均能喷上助焊剂,但不能喷涂过多导致非焊接面器件喷上助焊剂。例如,喷雾太早或结束喷雾太迟导致助焊剂喷在没有 PCBA 的区域。
-
温度设置符合推荐曲线要求,避免温度过高导致器件损伤或温度过低导致焊接不良。
-
波峰高度达到 PCB 2/3 高度左右,不可超过 PCB 上表面。
-
锡渣建议 4 个小时捞一次,最少保证每班清洁一次。
波峰焊治具建议
-
压条式辅助工装:
将压条上的定位孔插入波峰焊治具上的定位柱,靠两根压条限定模组位置。
-
优点:操作方便成本较低。
-
缺点:精度相对偏低。

-
-
压块式辅助工装:
在压块上切割出模组上部分的外形,并在压块上增加定位销以及在波峰治具上钻孔。使用时,将压块开槽位置对准模组放入,然后将定位销准确的插入治具上的定位孔,利用模组外形来固定模组。
-
优点:精度较高成本较低。
-
缺点:操作稍微不便。
-
-
盖板式辅助工装:
盖板式辅助工装使用范围广,可同时满足垂直度控制、元件定位、元件压紧等功能。模组垂直度控制时,需在盖板上设计出模组限位装置,可使用开槽或固定销形式。同时,在四个角落设计定位柱固定盖板位置,并在两个对角增加卡扣卡紧盖板。
-
优点:精度高、操作方便、效率高。
-
缺点:治具成本较高。

-
治具焊接面
焊接面治具开窗大小需合适,太小会导致模组上锡不足,太大会对 PCB 产生不必要的热冲击。治具开窗的四个面最好都做出斜面,让波峰焊接时锡能更好与被焊接焊盘接触并让锡获得更好的流动性,减少波峰焊接不良的概率。

波峰焊接炉温建议
参考下图的波峰焊接炉温曲线以及表格内的炉温曲线要求,波峰焊接时还需要根据其他元件的材料以及 PCB 的设计进行调整。
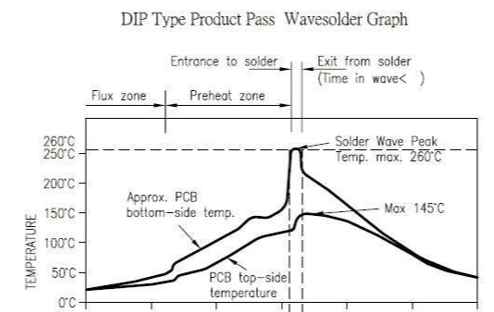
波峰焊接温度建议:
| 规格 | 建议数值 |
|---|---|
| 预热温度 | 80-130℃ |
| 预热时间 | 75-100S |
| 波峰接触时间 | 3-5S |
| 锡缸温度 | 260±5℃ |
| 升温斜率 | ≤2℃/S |
| 降温斜率 | ≤6℃/S |
手工焊接建议
手工焊接建议制作专用的焊接治具,方便手工焊接作业和模组固定。烙铁等焊接工具需要进行温度测量,并且烙铁需要进行可靠的接地,焊接作业员需佩戴有线静电手环。
| 规格 | 建议数值 |
|---|---|
| 焊接温度 | 360℃±20℃ |
| 焊接时间 | 小于 3S/点 |


该内容对您有帮助吗?
是意见反馈该内容对您有帮助吗?
是意见反馈