云模组回流焊接建议
更新时间:2024-06-14 07:11:50LLM 副本以 Markdown 格式查看下载 PDF
回流焊接是指利用焊膏(由焊料和助焊剂混合而成的混合物)将一或多个电子元件连接到接触垫上之后,透过控制加温来熔化焊料以达到永久接合,可以用回焊炉、红外加热灯或热风枪等不同加温方式来进行焊接。本文提供云模组回流焊接工艺过程中的重要建议,供您参考。
回流焊测温板
云模组属于吸热量较大器件,制作测温板时模组位置需要作为测温点进行温度采集,建议测温板制作 5 个以上测温点,分布 PCBA 的四个角落和中间位置并包含吸热量最大器件与吸热量最小器件。
炉温测试频率
建议更换不同产品时测试一次炉温,相同产品连续生产最少一天测试一次炉温。
炉温曲线推荐
以 SAC305 成分锡膏为例:
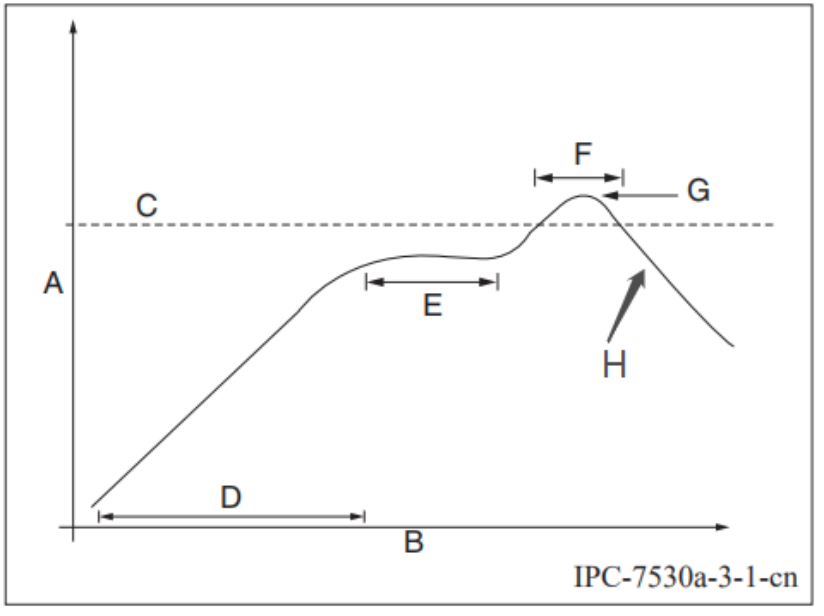
- A:温度轴
- B:时间轴
- C:合金液相线温度:217-220℃
- D:升温斜率:1-3℃/s
- E:恒温时间:60-120S,恒温温度:150-200℃
- F:液相线以上时间:50-70s
- G:峰值温度:235-245℃
- H:降温斜率:2-4℃/s
SAC305 合金成分锡膏建议制程界限,其他合金锡膏请参考锡膏规格书内推荐的制程界限。
回流焊设置温度
回流焊设置温度需根据实际测试为准,目标是达到炉温曲线的制程界限要求。
| 温区 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 上温区 | 120 | 140 | 155 | 170 | 175 | 180 | 200 | 230 | 240 | 255 |
| 下温区 | 120 | 140 | 155 | 170 | 175 | 180 | 200 | 230 | 240 | 255 |
传送带速度为 75.0 厘米/分钟,温度设置单位为摄氏度。
仅供 10 温区回流焊参考,需按实际炉温测试值进行优化调整。
该内容对您有帮助吗?
是意见反馈该内容对您有帮助吗?
是意见反馈
关注“涂鸦智能”
涂鸦服务尽在掌握

关注“全球智能商业”
第一时间获取物联网资讯